




Auton Sistemi
Rivenditore Hexagon ESPRIT CAM e WORKNC
Offriamo soluzioni CAD/CAM personalizzate per la tua azienda
Auton Sistemi si occupa di distribuzione, integrazione e personalizzazione di software CAD/CAM.
Siamo il primo rivenditore ESPRIT CAM in Europa. Seguiamo l’intero processo produttivo dall’ideazione, all’elaborazione del progetto, alla realizzazione del particolare meccanico.
Perché affidarsi ad Auton Sistemi?
Ci occupiamo dell’installazione delle licenze software, delle personalizzazioni sulle macchine utensili e della creazione di processi produttivi specifici. Assistenza e manutenzione sono sempre attive per unire l’esperienza sul campo con l’evoluzione dei sistemi CAD/CAM.
Organizziamo corsi di formazione ESPRIT CAM e WORKNC con affiancamento successivo all’installazione e giornate dedicate ad aggiornamenti periodici rivolte ai tecnici del settore. Siamo anche disponibili a di sessioni formative personalizzate concordate con il cliente.
Auton Sistemi opera in tutta Italia, grazie all’espansione della rete commerciale e all’apertura di nuove commesse con clienti situati nel nord-est e nel centro-sud. Lo sviluppo del sistema di assistenza da remoto consente di ottimizzare l’efficacia e la velocità degli interventi tecnici.
PROFESSIONALITÀ
Mettiamo a disposizione dei nostri clienti un team di tecnici qualificati
Come rivenditore ufficiale HEXAGON ESPRIT e WORKNC siamo sempre aggiornati sulle ultime versioni e innovazioni apportate ai programmi. Siamo quindi in grado di offrire ai nostri clienti l’installazione e il supporto degli ultimi aggiornamenti. Creiamo inoltre post processor personalizzati su misura, in base alle esigenze del cliente.
DISTRIBUTORE AUTORIZZATO HEXAGON
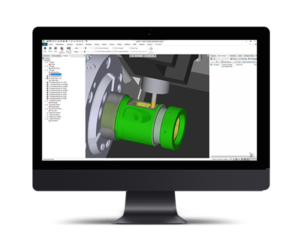
ESPRIT
Software CAM per la produzione
ESPRIT CAM è un sistema CAD/CAM ad alte prestazioni per lavorazioni su macchine utensili fresa-torniofresa dai 2 ai 22 assi ed elettroerosione dai 2 ai 5 assi.
ESPRIT è uno dei software CAD/CAM più utilizzati dai programmatori CNC di tutto il mondo.
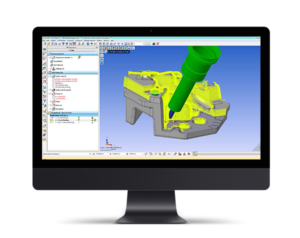
WORKNC
Software CAM per stampi
WORKNC è software CAM dedicato alla programmazione CNC da 2 a 5 assi di modelli di superfici o solidi usato principalmente nel settore degli stampi, delle matrici e degli utensili.
WORKNC offre un’importazione accurata dei dati dei modelli di tutti i principali produttori CAD.
ESPRIT CAM ITALIA
Riconoscimenti ottenuti da DP Technology – Hexagon
| 2021 | Outstanding achievement: Production Machining |
| 2020 | Premio Top Performer Europeo |
| 2019 | Premio Top Performer |
| 2018 | Numero più alto di licenze ESPRIT CAM vendute |
| 2016 | Primo rivenditore ESPRIT CAM in Italia ed Europa |
| 2015 | “The right choice award” |


 RIVENDITORE ESPRIT
RIVENDITORE ESPRIT
| 2021 | Outstanding achievement: Production Machining |
| 2020 | Premio Top Performer Europeo |
| 2019 | Premio Top Performer |
| 2018 | Numero più alto di licenze ESPRIT CAM vendute |
| 2016 | Primo rivenditore ESPRIT CAM in Italia ed Europa |
| 2015 | “The right choice award” |

Aggiornamento a Rhino 8 in promozione
Rhinoceros 8 è ora disponibile!
Approfitta della promozione in corso per aggiornare la tua vecchia versione ad un prezzo speciale.
Risparmia il 33% sugli aggiornamenti acquistati entro il 27 febbraio 2024.

FORNITORE OFFRESI 2024
Auton Sistemi vi invita a Lariofiere ERBA (Co) dal 15 al 17 Febbraio in occasione di Fornitore Offresi.
vi aspettiamo al: Padiglione B Stand 419-420
Al nostro stand troverai tecnici specializzati che saranno disponibili per dimostrazioni CAD/CAM.

MECSPE 2024
Auton Sistemi, rivenditore ufficiale Hexagon, vi aspetta insieme a BolognaFiere dal 6 all’8 Marzo al:
Padiglione 14 Stand B32
ESPRIT EDGE, WORKNC, Rivenditori CAD/CAM, Hexagon
Settori industriali dei nostri clienti

Medicale

Gioielleria

Automotive

Nautico

Aeronautica
